
TIPS voor 3D-Print ontwerpen
3D-printing is een jonge productietechniek. Vaak wordt gedacht dat hiermee dus ook alles te maken is. Helaas is niets minder waar.
3D-printing biedt weliswaar mogelijkheden die bijvoorbeeld met een draai- of freesbank niet of moeilijk te realiseren zijn, maar ook 3D-printen heeft zijn grenzen.
Het is belangrijk om te onthouden hoe het FDM 3D-printen in zijn werk gaat. Bedenk daarbij dat het materiaal door de printkop óp een ondergrond gedeponeerd wordt. Het is dus niet mogelijk om vijf centimeter boven het printbed een onderdeel van een model te printen en dan te verwachten dat dit in de lucht blijft hangen.
Dat gaat dus op voor élk onderdeel dat, loodrecht gezien, geen rechtstreeks contact heeft met het printbed.
Dit hoeft overigens niet altijd een probleem te zijn. Als een overbrugging gemaakt moet worden die verder niet zichtbaar is, is een minder fraaie onderkant best acceptabel. Denk bijvoorbeeld aan de binnenkant van een dop die later ergens op bevestigd wordt.
 In opdracht getekend: Dop voor trapleuning.
In opdracht getekend: Dop voor trapleuning.
Omdat de minder fraaie binnenzijde na montage niet zichtbaar is,
werd de holte van de dop zonder support geprint.
Overbruggingen
Net zoals een metselaar geen muur kan metselen die in de lucht zweeft, kan ook een 3D printer geen zwevend object printen. Een object waarin grote overbruggingen voorkomen levert dus al snel problemen op. Een stoelmodel printen gaat dus niet zomaar. De poten gaan nog wel, maar zodra de printer begint met de zitting gaat het fout. Het materiaal heeft geen ondergrond om zich te hechten en het resultaat is een doorzakkende draad materiaal. Kleine overbruggingen kunnen gemaakt worden, maar grotere stappen dan 10 tot 15 millimeter worden snel problematisch. Gelukkig is hier een oplossing voor.
Gebruik van support
Op het moment dat materiaal geprint moet worden op een punt waar geen ondergrond aanwezig is, kan de printer vóóraf een steuntje printen. Dit wordt 'support' genoemd. Supportmateriaal bestaat uit zeer dunne wanden waar de printer vervolgens de gewenste overbrugging overheen ‘legt’. Nadat de print is voltooid, kan het supportmateriaal worden verwijderd. Dit laat echter wél zijn sporen na en het resultaat is een minder glad en mooi oppervlak dan wellicht gewenst is.
Denkt u nogmaals aan de metselaar. Bij een deuropening kan de muur boven de deur alleen gemetseld worden als daaronder eerst een raamwerk geplaatst wordt. Bijvoorbeeld door een bovendorpel te plaatsen, waarop vervolgens de stenen gelegd worden. De bovendorpel dient dan als ‘support’ voor de stenen.
Maar het kan ook anders. In plaats van een rechthoekige opening kan gekozen worden voor een boog of een driehoekige opening. Een boog of driehoek kan stukje voor stukje opgemetseld worden zónder dat hiervoor een steun nodig is. Op dezelfde manier kan een 3D printer een boog maken door deze laag voor laag de boog op te bouwen. Als bij het maken van een 3D ontwerp de hoeken afgeschuind worden is supportmateriaal vaak niet nodig. Als uitgangspunt wordt vaak de 45-graden regel gehanteerd. Is de hoek ten opzichte van de loodlijn kleiner dan 45 graden, dan hoeft geen support gebruikt te worden. Is de hoek groter, dan is dit wél nodig.
Verminderen van support
Het gebruik van support is soms niet te vermijden, maar kan wel vaak voorkomen of verminderd worden. Zo kan een model zó gekanteld worden dat support niet of in ieder geval minder nodig is. Soms kan een moeilijk 3D model ook beter gesplitst worden in meerdere losse onderdelen die naderhand verlijmd worden.
De beste manier is echter om bij het ontwerp al rekening te houden met de mogelijkheden van een 3D printer. Net zoals bij het ontwerpen van onderdelen die op een draaibank gemaakt gaan worden rekening wordt gehouden met de mogelijkheden van de draaibank, kan dit bij een 3D-Print ontwerp ook gedaan worden.
Twee voorbeelden
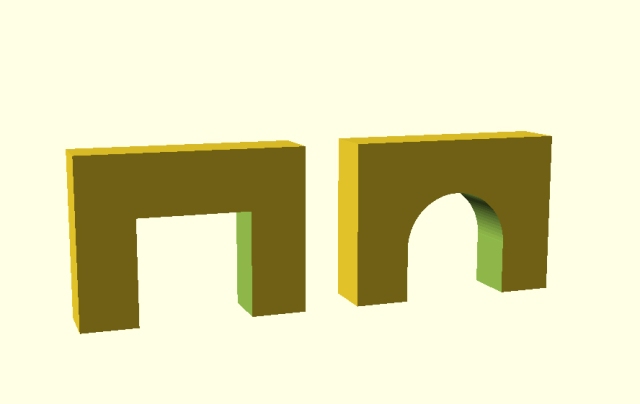
Het voorbeeld aan de linkerkant kan niet zomaar geprint worden. De overbrugging zou doorzakken bij het printen. Er is dus support nodig. Dit geeft echter wel een minder mooi resultaat.
Echter, als het model wordt aangepast zoals op de rechter tekening, dan is de kans groot dat het printen óók zonder support goed gaat lukken. De printer bouwt beetje bij beetje de boog op.
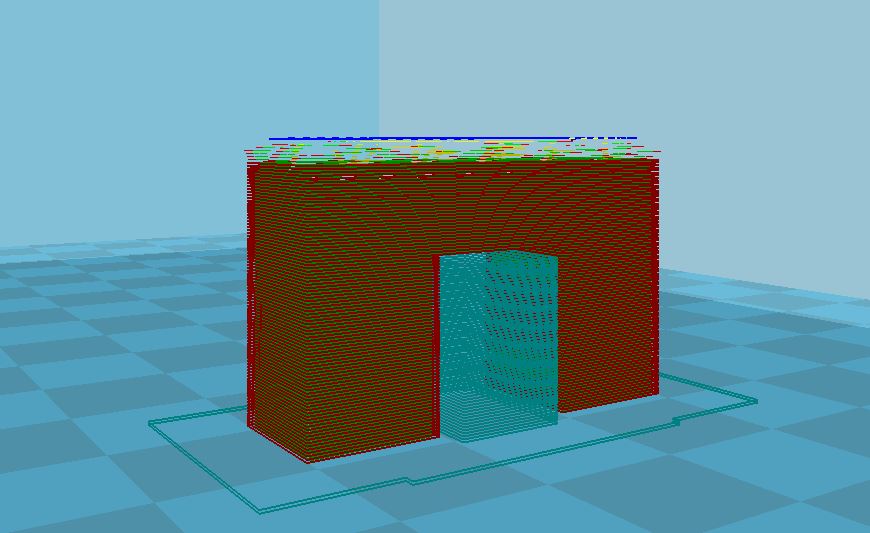 In de slicer is te zien hoe het support geprint gaat worden hier weergegeven met de groene lijnen
In de slicer is te zien hoe het support geprint gaat worden hier weergegeven met de groene lijnen
Maar er is nóg een mogelijkheid. Als we het objecten 180 graden draaien kunnen beide modellen plotseling zonder problemen geprint worden. We doen het dus zo:
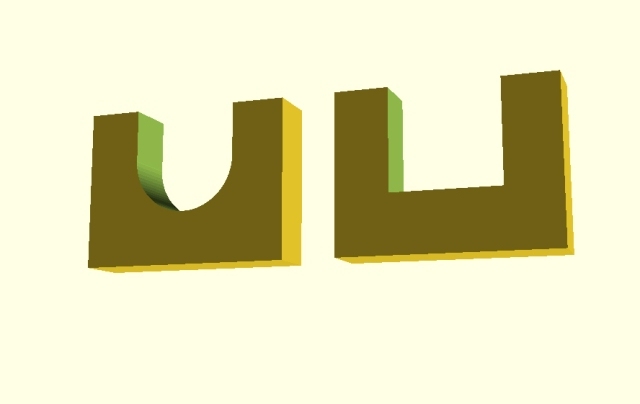
Er is nu geen overbrugging meer en de printer heeft een solide basis om beide modellen zonder problemen te printen. Sterker nog, aangezien op schuine vlakken de printlagen altijd beter zichtbaar zijn, is het oorspronkelijke rechthoekige model zelfs een mooiere oplossing.
Maatvoering
Een van de problemen waar wij bij het printen vaak tegenaan lopen betreft het onderwerp maatvoering.
Zeker bij de door ons gebruikte FDM-techniek moet men rekening houden met toleranties. Dat blijkt vooral bij het printen van onderdelen die op of in elkaar moeten passen.
Een voorbeeld is bijvoorbeeld een pen-gat constructie. Op een tekening zal een drie millimeter pen perfect passen in een drie millimeter gat. Echter, een pen van die afmetingen zal in werkelijkheid dikker zijn dan drie millimeter vanwege het zijwaarts uitvloeien van het materiaal. En om diezelfde reden zal een gat juist kleiner uitvallen.
Hoe groot de tolerantie moet zijn is niet van tevoren te zeggen. Dit hangt sterk af van het gekozen materiaal en printsnelheid en temperatuur. Hou daarom altijd rekening met de productie toleranties.
Wanddikte
Een ander probleem is het gebruik van té dunne wanden.
Regelmatig ontvangen wij opdrachten waarin wanden voorkomen die dunner zijn dan 0,5 mm. Het Slicer-programma dat gebruikt wordt om de printopdracht te maken zal een dergelijke dunne wand vaak gewoon negeren. Anders gezegd, zo'n wand wordt gewoon niet geprint.
Maar ook met wanden die iets dikker zijn moet men oppassen. Dunne wanden bestaan alleen uit de opeenvolgende lagen waarbij de sterkte wordt bepaald door de hechting tussen de lagen. In lengterichting is een dergelijk wandje nog redelijk sterk, maar bij dwarskrachten drukt men al snel de lagen uit elkaar. Wij adviseren dan ook om minimaal met wanddiktes van 1.0 mm te werken.
Let er daarbij op dat als een bestaande tekening geschaald wordt naar een kleiner formaat niet alleen het totaal kleiner wordt, maar ook alle wanden dunner worden. Bijvoorbeeld als van een huis een maquette gemaakt moet worden. Een gebouw van 10 meter lang met binnenmuren van 7 cm gasbeton kan prima geschaald worden naar een model van 10 cm. Echter, de binnenmuren worden dan 0,7 mm dik en dat gaat bij het printen vaak niet goed.
Een paar ontwerptips
Voor het maken van 3D ontwerpen die geprint moeten kunnen worden hebben wij hieronder een aantal tips samengevat.
- Vermijd grote en rechthoekige holtes en overbruggingen.
Indien een overbrugging toch onvermijdbaar is, zorg dan voor schuin aflopende hoeken. Vaak kan het gebruik van support-materiaal dan vermeden worden. Denk hierbij aan de 45 graden regel. - Teken geen 'gesloten' holtes.
Een holle kubus kan wel geprint worden, maar aan de binnenzijde is dan wel support nodig die door het gesloten model nooit verwijderd kan worden. - Vermijd zeer dunne verbindingen.
Wij zien regelmatig dat twee onderdelen die haaks op elkaar staan in werkelijkheid geen verbinding met elkaar hebben. Zo zal een 3D printer het raakvlak op de hoeken van twee kubussen niet als verbinding zien omdat het meetkundig gezien oneindig klein is. - Vermijd dunne wanden
3D prints kunnen zeer sterk zijn, maar daarvoor is wel voldoende materiaal nodig. Een wand van minder dan 1.0 mm bestaat uitsluitend uit printlagen die allemaal in dezelfde richting lopen. Dergelijke wanden zijn niet erg goed in het opvangen van dwarskrachten. Bij optredende krachten dwars op de printlagen ontstaan dan al snel scheuren. - Hou rekening met maatvoering
Op een tekening passen onderdelen altijd perfect in elkaar, maar bij het printen treden er al snel toleranties op van 0.2 tot 0.6 mm. Zeker bij kleine onderdelen leidt dit tot niet-passende onderdelen wat zonde is van zowel u als onze tijd. - Vermijd zeer kleine details
Onderdelen die kleiner zijn dan 1.0 mm zijn vrijwel niet te printen of niet in alle situaties te printen. Of, als het printen ervan wel lukt zijn ze zeer breekbaar. Soms zal de 'slicer' waarmee de printopdracht gedefinieerd wordt dergelijke dunne onderdelen negeren en worden ze dus ook niet geprint.